Maybe you've read that the cylinders in your motorcycle have a special plating, but what does that really mean? More importantly, if you're diving into a top end job on your engine, properly prepping your cylinder is a critical part of the process.
When you order a new piston kit, like the Wiseco kit shown below, cylinder prep recommendations will be included in the instructions that come with the product. Depending on your application, it will either say “deglaze/hone” or “bore and hone” or “bore/replate.” We’ll take a look at exactly what these different terms mean and how to perform these steps.

Deglaze your cylinder
A common question is “Do I need to deglaze my cylinder?” The answer is: yes, unless it’s time for a replate or resleeve. If your engine has any time on it, the glazing process has begun. The term "glazed," in this context, refers to the motion of the piston ring(s) flattening out and polishing the surface of the cylinder wall during normal operation. The more time on the engine, the more glazed the cylinder is going to be. However, depending on how much time is on your engine and what type of cylinder you have, you may need to replate or resleeve, which we’ll discuss next.
Plated vs. sleeved cylinders
If your powersports engine was made in the last two decades or so, chances are it is plated with a Nikasil (nickel silicone carbide), chrome, or electrofusion plating. Nikasil has been the latest and most commonly used cylinder coating, due to its wear-resistance qualities, but they do still wear out. We recommend checking your manual for normal top-end rebuild intervals, but generally if your engine has long hours, the overall condition of your cylinder will need to be closely reviewed. This will include not only the bore size and plating condition, but also the cylinder roundness and taper in reference to OEM service specifications. There are a number of good companies that offer replating services. Just do your research and choose a trusted company. Your cylinder should come back with fresh plating, honed, and ready to go after a quick cleaning.
Other forms of cylinders that aren’t plated commonly have iron or steel alloy sleeves. If your cylinder does have a sleeve, you should be able to see the seam between the sleeve and the actual cylinder. If you’re still not sure, check to see if a magnet sticks to the cylinder wall. If it sticks, it’s a sleeve, and if it doesn’t, it’s plated.
Much like replating a cylinder after normal top-end rebuild time, your sleeved cylinder should have a new sleeve installed. The same cylinder shops that do replating should do resleeving as well, and it will come back honed and ready to go back together.
In short, if your engine has enough time on it to need a full top-end rebuild, we recommend replating or resleeving your cylinder. Technically you can have your previously plated cylinder sleeved, but we recommend sticking with how it came from the OEM. If it is just freshening up with low hours on the engine, you should be able to just deglaze/hone.
What is honing and why do I need It?
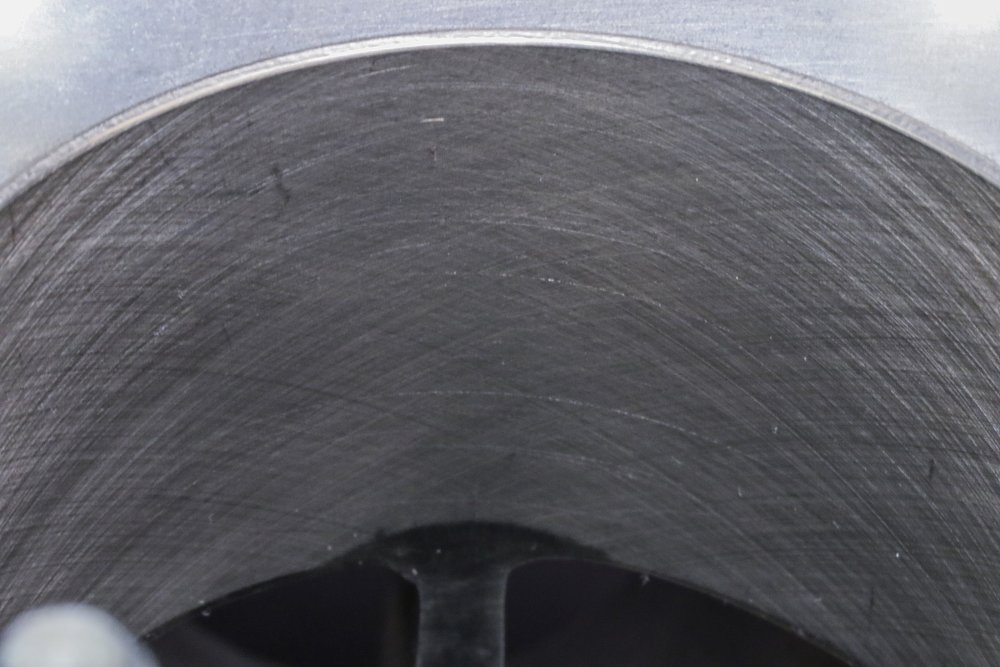
When your engine was made brand new in the factory, the cylinder was honed. Honing is a process of conditioning the surface of the cylinder wall to help with lubrication of the piston ring(s) during operation. Honing creates fine crosshatch imperfections on the surface of the cylinder bore. You can think of these imperfections as peaks and valleys in the surface of the metal. These are essential because it helps the cylinder wall retain oil to assist with piston ring lubrication. Theoretically, the idea is for there to be a very thin layer of oil between the edge of the piston rings and cylinder wall. If there was no oil to lubricate the constant contact with the cylinder wall, there would be too much friction and both the rings and cylinder would wear out quickly.
The term "deglazing" simply refers to re-honing your cylinder to put those peaks and valleys back in your cylinder wall.

How to hone your cylinder
The most common tools you’ll find for honing small engine applications are rigid or brush hones and ball hones. Hones can be ordered by size according to your cylinder bore. Just cross reference your bore size with the information from the company you order your hone from. The hone company should also have recommendations on grit and material type, based on what type of rings you have.
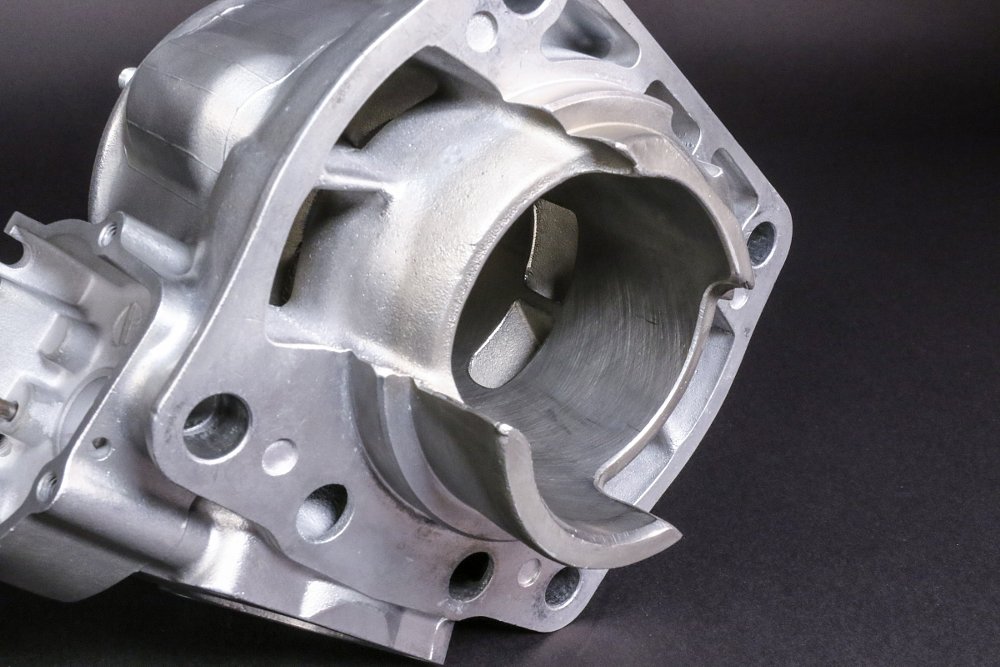
After disassembling your top end, inspect your cylinder wall and ports for damage. If you had a piston seizure or something break, chances are the cylinder was damaged. Depending on how extensive the damage is, sometimes cylinder shops can repair them. If you see any questionable damage or deep scuffs, we recommend sending your cylinder to a trusted shop for their best recommendation.
If your cylinder is in normal condition with no damage, and you’re just changing rings between top ends, honing should be the only thing required. If the glazing is minimal and you can still see a fair amount of crosshatch marks, you should be able to get away with using a rigid or brush hone to just restore those crosshatch marks. You should only have to hone for about 10 to 15 seconds at a time until you can see consistent crosshatch marks.
The ball hone will be a little bit more abrasive, which is why we don’t recommend using a ball hone on plated cylinders unless they are specified to be safe. If you do need to use a ball hone for heavier glazing on your sleeved cylinder, attach it to your drill and lubricate it with a light coat of motor oil. Make sure the cylinder is secured and stationary, and the ball hone is spinning before entering the cylinder. Hone the cylinder back and forth for about 10 to 15 seconds, then switch to the opposite spinning direction and repeat. Check the cylinder for the desired cross hatch marks, and repeat if necessary.
After honing is complete, be sure to clean the cylinder thoroughly until there is no residual material.
When reassembling your top end, always be sure to double check your piston-to-wall clearance.

Do I need to bore my cylinder?
If the instructions for your new piston say “bore and hone” or “bore/replate,” it’s because you ordered a piston that is larger than the stock bore size. Instructions to bore and hone your cylinder mean your cylinder did not come plated from the OEM, and only requires to be machined out to the correct size for your piston. However, if it is a sleeved cylinder, consider having it resleeved, depending on the time on the engine. Instructions to bore and replate your cylinder mean your cylinder came plated from the OEM, so the only work required is to have the cylinder machined to the correct size for your piston, and then replated/honed.
In any case, we recommend having the cylinder bored by a professional machinist with the proper equipment. Cylinder shops that replate and resleeve usually have the capability to bore, as well.
Don’t forget to chamfer and clean up
After any boring or honing work on a cylinder, it’s important to chamfer all ports and the bottom of the cylinder. Chamfering is smoothing out any sharp edge to leave a symmetrical sloping edge. Creating sloped edges on the bottom of the cylinder allows for easier piston and ring installation. You also want to make sure that the edges of the ports in the cylinder have a nice slope as well so the piston rings don’t get caught on any edges during engine operation.
If your cylinder has an exhaust bridge, be sure it is relieved 0.002 inches to 0.004 inches to allow for expansion.
Lastly, be sure to properly clean any parts that have been worked on. Cylinders that have been bored and/or honed will have residual honing grit. This must be removed by washing with warm soapy water until an oil dampened cloth does not show any grit after wiping the surface of the cylinder wall. Once clean, apply a thin coat of oil on the cylinder wall before proceeding with your rebuild.
Always be sure to cover all your bases when freshening up the top end in your machine. Giving the required attention to all areas will help you be sure you’re getting the smoothest performance and most reliability out of your engine.
Image Gallery